

 如果结果不匹配,请
如果结果不匹配,请 
 更多“在型材轧制中,金属与轧辊接触处的轧辊直径叫()。”相关的问题
更多“在型材轧制中,金属与轧辊接触处的轧辊直径叫()。”相关的问题
第3题
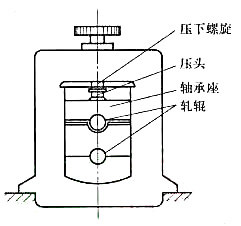
为测定轧钢机的轧制力,在压下螺旋与上轧辊轴承座之间装置一测压力用的压头,如图所示。压头是一
个钢制的圆筒,其外径D=50mm,内径d=40mm,在压头的外表面上沿纵向贴有测变形用的电阻丝片。若测得轧辊两端两个压头的纵向应变均为ε=0.9x102,试求轧机的总轧制力。压头材料的弹性模量E=200GPa。
点击查看答案
第4题
轧辊断裂是非常严重的事故,下列哪些是造成轧辊断裂的原因?()。
A.轧制过程中由各种原因引起的轧制力过大
B.在轧辊制造过程中由于热处理不好,显微组织不过关
C.轧辊设计不合理
D.轧辊锻压比不够
 。求能轧入而破碎的矿石的最大直径d。
。求能轧入而破碎的矿石的最大直径d。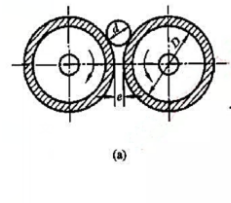
第8题
轧机轧制产品检测方法和测量工具:()
A.工具:壁厚千分尺0~25mm,百分表,游标卡尺0~150mm
B.外径测量:用游标卡尺测量轧管外径,端面对称取8点进行测量取平均值
C.壁厚测量:把轧管锯成10~20Cm长度,端面对称取8点进行测量取平均值
D.百分表:检查轧辊对中性在0.05mm内和轧辊自转圆跳动在0.10mm内
第11题
轧制过程中,轧件在辊道上空冷待温时,应前后不停摆动,其目的是()。
轧制过程中,轧件在辊道上空冷待温时,应前后不停摆动,其目的是()。
点击查看答案
A.防止钢板下表面产生黑印
B.防止钢板下表面产生夹杂
C.保护辊道
D.保护轧辊
















