 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
在任何生产过程中,产品质量的波动都是不可避免的。产品质量的变化可被分成两类:由于特殊原因所
引起的变化(例如,某一特定的机器),以及由于共同的原因所引起的变化(例如,产品的设计很差)。
一个去除了质量变化的所有特殊原因的生产过程被称为是稳定的或者是在统计控制中的。剩余的变化只是简单的随机变化。假如随机变化太大,则管理部门不能接受,但只要消除变化的共同原因,便可减少变化(Deming,1982,1986,DeVor,Chang,和Sutherland,1992)。
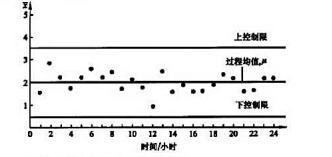
通常的做法是将产品质量的特征绘制到控制图上,然后观察这些数值随时间如何变动。例如,为了控制肥皂中碱的数量,可以每小时从生产线中随机地抽选n=5块试验肥皂作为样本,并测量其碱的数量,不同时间的样本含碱量的均值 描绘在下图中。假设这个过程是在统计控制中的
描绘在下图中。假设这个过程是在统计控制中的 ,则文的分布将具有过程的均值μ,标准差具有过程的标准差除以样本容量的平方根下面的控制图中水平线表示过程均值,两条线称为控制极限度,位于μ的上下的位置
,则文的分布将具有过程的均值μ,标准差具有过程的标准差除以样本容量的平方根下面的控制图中水平线表示过程均值,两条线称为控制极限度,位于μ的上下的位置 。假如
。假如 落在界限的外面,则有充分的理由说明目前存在变化的特殊原因,这个过程一定是失控的。
落在界限的外面,则有充分的理由说明目前存在变化的特殊原因,这个过程一定是失控的。
当生产过程是在统计控制中时,肥皂试验样本中碱的百分比将服从μ=2%和σ=1%的近似的正态分布。
(1)假设n=4,则上下控制极限应距离μ多么远?
(2)假如这个过程是在控制中,则落在控制极限之外的概率是多少?
(3)假设抽取样本之前,过程均值移动到μ=3%,则由样本得出这个过程失控的(正确的)结论的概率是多少?
查看答案

 如果结果不匹配,请 联系老师 获取答案
如果结果不匹配,请 联系老师 获取答案

 更多“在任何生产过程中,产品质量的波动都是不可避免的。产品质量的变…”相关的问题
更多“在任何生产过程中,产品质量的波动都是不可避免的。产品质量的变…”相关的问题
















